







2018年4月に発刊の「チタン」誌にて掲載いただいたマイクロカット・フォイル(Micro-cut Foil)の内容を紹介いたします。
※ 本コンテンツは「チタン」誌のご承認を得て掲載するものです。
【書誌事項】
川上智久, 大崎拓司. 独自のメカニカル法でチタン箔に100 μm の微細孔を開孔. チタン. 2018, Vol. 66, No. 2, p. 86-87.
【掲載内容】
<紹介>
独自のメカニカル法でチタン箔に100 μm の微細孔を開孔
Proprietary Mechanical Method Enables Penetration of 100 μm Diameter Holes in Titanium Foil
川上智久 KAWAKAMI, Tomohisa*1 大崎拓司 OSAKI, Takuji*2
Shoyo Sangyo’s unique mechanical method enables pre-production of 100 μm diameter holes in titanium foils, a size formerly achievable only with lasers or in some cases with photo-chemical etching. Unlike those technologies, the mechanical approach produces sharp and clear edges with negligible burr. Trials consistently produce a wide range of shapes and patterns from simple 60 degrees staggered arrangement to the hearts and spades used on playing cards.
1. はじめに
弊社は鉄,ステンレス,アルミニウムなどの金属素材に対して孔を開けた「パンチングメタル」を事業としている企業である。同ビジネス市場を富士山にたとえた場合,将来に向けた事業戦略として,その中腹部にあたる従来のB2B 部材の大量供給を得意としてきた事業構造に加え,富士山の頂上(ハイエンドの技術)に向かう作戦として金属薄膜に微細孔加工を施す高度な技術に挑戦し,また,裾野市場の開拓作戦として定尺品(畳相当の既成サイズ)を1 枚からでも購入できる本格的ショッピングサイトの展開に取り組んできた。本稿ではこの金属薄膜における微細孔加工技術をチタン材に応用した試作品について紹介させていただく。
2. Micro-cut Foil(マイクロカット・フォイル)
金属箔に微細孔加工する場合,大きく三つのアプローチを挙げることができる。
2.1 機械的切断(金型,マイクロツール切削など)
通常のパンチング技術などの機械的切断を用いる場合はツールの熱伝導率が低いため蓄熱しやすく,そのため冷却油の使用が推奨される。また,パンチとダイのクリアランスのコントロールも重要になってくる。このため特に微細加工では高い精度・加工条件設定が求められ,300 μm 以下でかつバリの少ない開孔は非常に難しい。
2.2 熱的切断(レーザー切断,放電加工)
熱的切断では,入熱による材質変化,酸化硬化が起こりやすい。不活性ガスによるシールドなどの影響を少なくする方法をとることもできるが,それでもスパッタ(レーザー加工時に飛散する微粒子)が孔の近傍に付着するという問題がある。また,シャープな孔形状形成も難しい。
2.3 フォトケミカル・エッチング法
フォトケミカル・エッチング法において,特に化学的に安定な金属を対象とする場合は溶解に用いる酸などの溶液の濃度コントロールや取り扱いに非常に気を使う必要があり,加工の視点から難度が高く,また,廃液処理については環境面での配慮が必要である。
マイクロカット・フォイル(Micro-cut Foil)は,弊社のオリジナル技術であるDC 法(Dynamic-cutting Method)を用いて金属箔に微細孔を加工したものである。DC 法はメカニカルな方法でありながら,加工油を使用する必要がなく,熱的影響も少ないため金属箔が持つ本来の物性や表面性状を維持したままでの加工が可能となる。また,酸などによる溶解を用いる方法ではないため,化学的に安定な金属であるチタンや金,プラチナなどにも適用できる。さらに金属のみならず,ポリイミドなどのスーパーエンプラのフィルムにも応用できる。
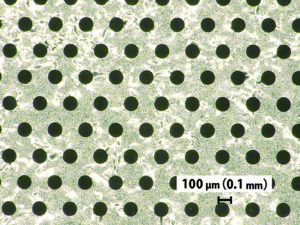
Photo. 1 60 degree staggered holes in Titanium foil
(diameter 100 μm, thickness 5 μm)
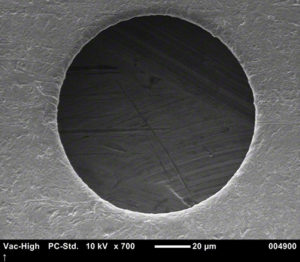
Photo. 2 An enlarged hole of Photo. 1
3. チタン箔でのマイクロカット・フォイル試作例
Photo. 1 は,厚み5 μm のチタンTR270C-H に対して直径100 μm の微細孔を開孔率約20%のレベルで開孔したもののデジタル顕微鏡写真である。規則正しい60°千鳥での孔の配列が確認できる。
Photo. 2 とPhoto. 3 は,Photo. 1 の孔をさらに拡大してSEM(走査電子顕微鏡)にて観察したもので,真円に近い状態での開孔がなされていること,また,未開孔部においてはオリジナルの箔の表面状態がそのまま保持されていることがわかる。
Photo. 4 はPhoto. 2 と反対側から孔付近を撮影したものであるが,顕著なバリなどが見られない。
Photo. 5 は,従来のパンチング法ではクリアランス管理などの理由から難しいとされる形状にチャレンジした例である。前出のチタンに対して開孔径約600 μm サイズのトランプパターンの孔を施した試作品であるが,極めて,精度よくその形を表現している。
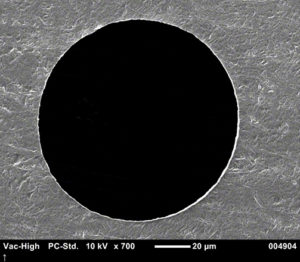
Photo. 3 Enlarged holes of Photo. 1 in angled position
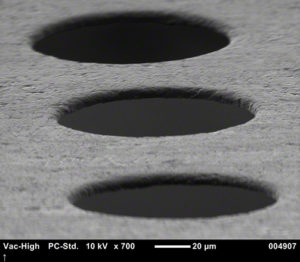
Photo. 4 A hole from the other side of Photo. 1
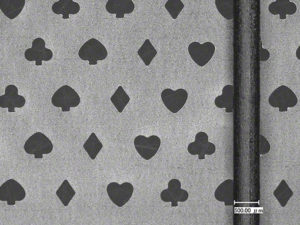
Photo. 5 Holes with shapes of playing cards
(ca. 600 μm in width; Rod’s dimeter is ca. 500 μm)
4. 今後の展望
本投稿にて概要を報告させていただいたマイクロカット・フォイルの技術にチタンの特徴である化学的安定性や生体適合性などの特性を組み合わせ,微細孔ならではの機能を発現できるアプリケーション開拓にチャレンジする所存です。
-----------------------------------------
*1松陽産業(株)経営戦略室先進技術開発チームチーム長
〒719-3813 岡山県新見市哲西町八鳥138-45 上室工業団地(岡山事業所)
Manager, Advanced Technology Development Team, R&D Department, SHOYO SANGYO CO., LTD.
Okayama Facillity, 138-45 Hattori, Tessei-cho, Niimi, Okayama 719-3813
*2松陽産業(株)執行役員経営戦略室長
〒541-0053 大阪市中央区本町二丁目1 番6 号 堺筋本町センタービル16階(本社)
Corporate Officer, Corporate Strategy Office, SHOYO SANGYO CO., LTD.
Sakaisuji Honmachi Center Building 16th Floor, 2-1-6 Honmachi, Chuo-ku, Osaka 541-0053
●本ページにて掲載の内容を発行いただいたチタン誌は、一般財団法人日本チタン協会の機関誌です。
一般財団法人日本チタン協会 URL: http://www.titan-japan.com/
